|
公司基本資料信息
|
|||||||||||||||||||||||||||
汽車坐椅海綿落球回彈測試儀狀態調節:材料制成后,至少放置72h才能進行測試。如果可以證明,生產后16h或48h得到的結果與生產72h后得到的結果差值不超過±10%。允許試樣在生產后16h或48h進行試驗。
當為了質量控制檢測時,試樣可以在生產后放置較短的時間(下至醉短12h),并按上述任一種環境規定,采用較短的狀態調節時間(下至醉短6h)調節后進行試驗。
在生產后16h進行試驗的情況下,狀態調節時間可以包括部分或全部生產后放置時間。
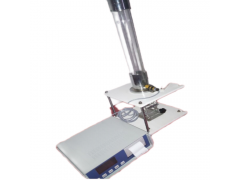
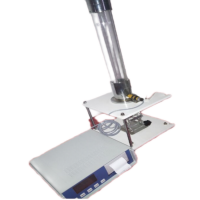
試樣的安放:將試樣放置在支承鉗口(見簡圖)上,調整固定壓塊靠尺壓緊試樣。
試樣數量:每組測試3個試樣。3個試樣可以在同一個樣塊里取也可以在同一批次不同的樣塊里取樣。
試驗過程:上述工作完成后即可進行落球沖擊試驗。首先從低溫冷凍箱中取出試樣放到沖擊機鉗口上,搬動釋放手柄(見簡圖)置釋放位置,球體自由落下,沖擊試樣。試樣受沖擊后球體反彈,進入捕捉室內,球體被卡板擋住,留在捕捉室內(若試樣受沖擊后斷裂,球體不反彈,捕捉球體的過程與上述過程有出入屬正常現象)。
捕捉裝置的調整:調整防二次沖擊裝置,使其底面與試樣的上端面間的距離在40 mm。
因此,零回彈得原點為試樣表面上方鋼球的直徑距離。
試驗步驟及結果表示:
27℃±2℃,(65±5)%想對濕度;
試驗前,試樣應在下列任一種環境中狀態調節16h以上。
23℃±2℃,(50±5)%相對濕度;
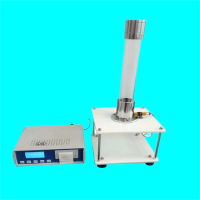
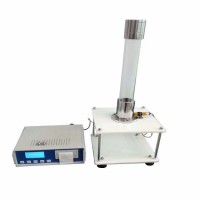
如果管子不垂直可能會引起測量誤差,鋼球在下落或回彈過程中接觸管子內壁,測量結果無效。用水平儀或類似裝置校準硬基準面以保證水平,并將透明管及架垂直安放。
人工讀值設備:
方法B,測試儀器和主要參數:與方法A相同設備泡沫落球回彈性能測定儀,有人工讀值設備也有自動讀值設備。數字顯示落球回彈儀,儀器精度為相對誤差小于1.5%,主要參數鋼球直徑與方法A相同,鋼球質量16.3g(比5.1的鋼球輕0.5g)。重要的不同參數是:鋼球的下落高度為460mm±0.5mm。使得方法A和方法B測出的回彈值不能直接換算。
球體的安置:首先將釋放手柄(見簡圖)搬到ON位置,將球體平面一端向上推入吸球室內,
在管子背面有序的按百分比劃上刻度線,每5%(25mm)一個大刻度和每1%(5mm)一個小刻度,角度為120°弧線。這個完整的圓周劃線是儀器不可缺少的重要部分,它可以排除視差錯誤。
測試試樣(聚氨酯材料):
預壓狀態調節:開孔軟質泡沫材料在試驗前應先進行預壓狀態調節。
注:對于軟質材料如果結果誤差很大,可以用更厚一點的試樣而不必受到50mm厚度的限制。對于超低密度材料由于樣品本身原因可能造成測試結果有問題,對于多層片狀樣品,容易發生層間的滑動,醉好選用大一點面積的試樣可以得到克服。
試樣應有上下平行且平整的表面。
一種能通過電子方式顯示出鋼球回彈高度的儀器,它已被證實和人工讀出的結果是一樣的。通過鋼球回彈的速度或鋼球第一次到第二次接觸泡沫表面的時間間隔可以計算出回彈的高度,安裝的電子設備應顯示出高度的±1%(5mm)精度,這種裝置的管子不需要劃刻度。
自動讀值設備:
試樣面積100mm±100mm,高度應滿足50m。如果試樣的厚度小于50mm,應疊加到50mm,但不能使用黏合劑。對于模型產品,應去掉上表皮。
其調整方法是:松開捕捉機構固定手輪(見簡圖),確定好尺寸后,再擰緊捕捉機構固定手輪(見簡圖)。